
Choosing the right packaging machine is challenging but essential for cost reduction and product protection. Selecting the ideal packaging machine boosts efficiency and ensures optimal packaging quality.
Key Packaging Machine Types and Uses
Selecting a packaging machine involves balancing automation, speed, and capacity needs with industry-specific requirements. For both small businesses and large manufacturers, packaging machines range from semi-automatic to fully automatic models, offering solutions for every stage of the packaging process. Machines vary significantly depending on industry needs, packaging volume, and product type.

Food Packaging Machines
Food packaging machines must meet strict hygiene standards, achieve accurate portioning, and ensure a sealed environment to maintain freshness. Vacuum sealers, multi-head weighers, and flow wrappers are some of the most widely used options in food industries. Vacuum packaging machines, for example, remove air from packaging, reducing oxidation and extending shelf life. Flow wrappers and weighers provide quick, efficient packaging for snacks, dairy, and other consumables.
Shrink Wrapping Machines
Shrink wrapping machines apply a protective plastic film to products, which shrinks around the item when heat is applied. This type of packaging is ideal for retail products, including DVDs, cosmetics, and bulk items. Shrink wrapping offers a visually appealing finish that protects from dust and minor handling damage, making it popular across diverse industries. Advanced models, such as industrial shrink wrap machines, can handle large volumes and are customizable to suit specific product dimensions.

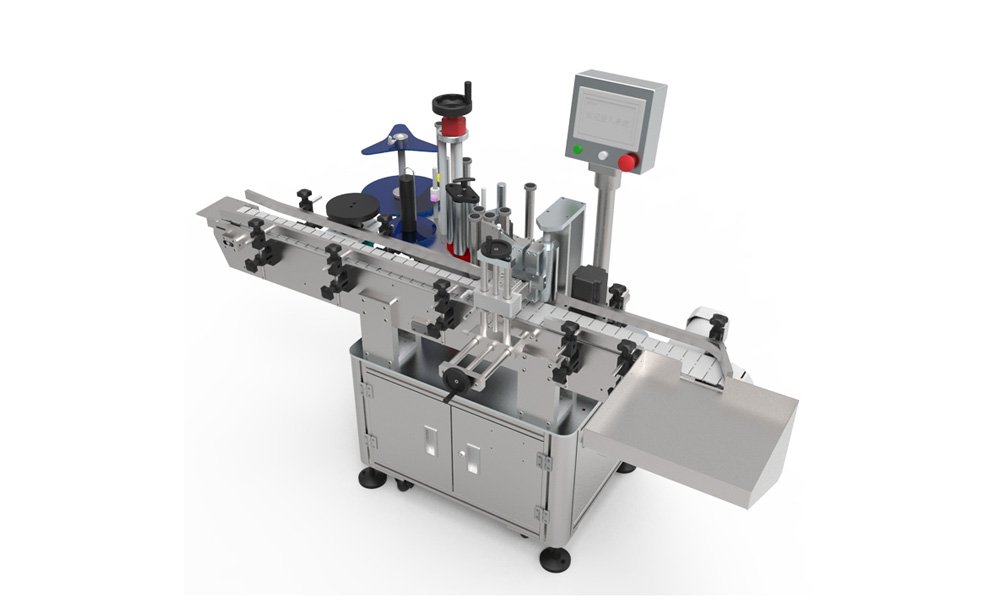
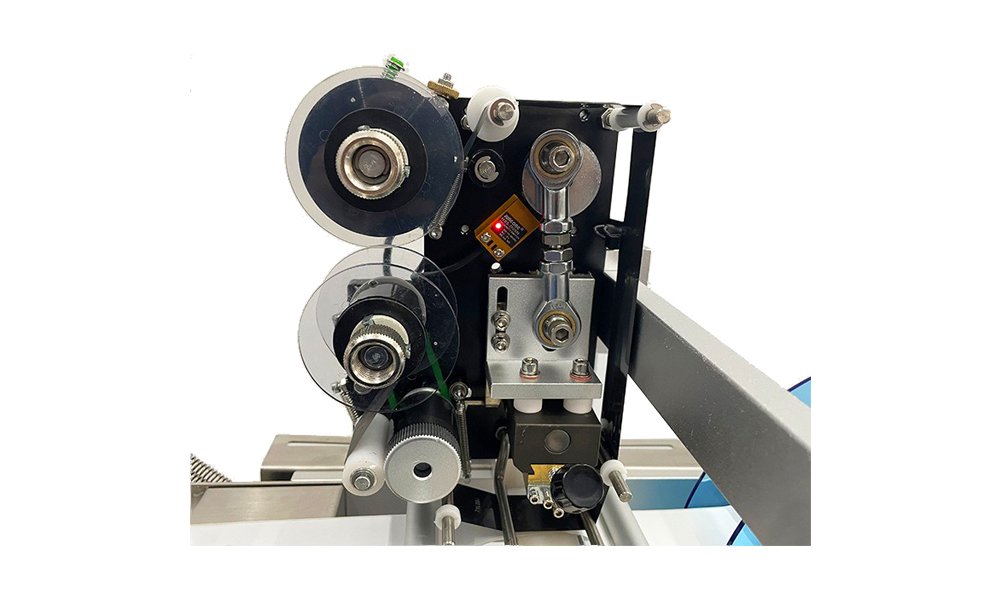
Labeling Machines
Labeling machines come in manual, semi-automatic, and fully automatic varieties, allowing businesses to scale according to production volume. Options like flat labeling machines and corner wrap labeling machines are tailored for particular product shapes, ensuring precise, high-quality label application. Efficient labeling solutions streamline branding and regulatory compliance, particularly for consumer goods that require visually appealing and standardized labeling.
Filling Machines
Filling machines play a vital role in packaging, offering precision in liquid, powder, and granular filling processes. From the food industry to cosmetics and pharmaceuticals, filling machines provide accurate dispensing, essential for quality control. Liquid filling machines and powder filling machines are key to meeting regulatory standards and ensuring customer satisfaction. Liquid filling machines, for instance, can manage products from sauces to lotions, while powder filling machines work well with items like spices and powders.

Cartoning Machines
Cartoning machines automate the creation, filling, and sealing of boxes, offering solutions for everything from food items to pharmaceuticals. Businesses can enhance their packaging lines’ efficiency by automating this process, speeding up the packaging for boxed products like medicines and consumer goods. Modern cartoning machines offer flexibility in box sizes and can be customized to fit unique packaging specifications.
Palletizing Machines
Palletizing machines automate the stacking of products onto pallets, a critical step for manufacturers managing large product volumes. By reducing the need for manual handling, palletizing machines improve workplace safety and optimize storage. Palletizing solutions are particularly beneficial for industries like beverages, automotive, and construction materials, where high-volume production requires a streamlined packaging process.

Case Packers
Case packers offer the convenience of placing products into cases, reducing labor costs and boosting efficiency. These machines are often used for bottling and canning lines in food and beverage production. Case packers support various configurations, allowing for easy adjustments between product types and packaging formats. This adaptability makes them a versatile choice for companies looking to streamline packaging workflows and meet high production demands.
Flexible Packaging Machines
Flexible packaging machines cater to bags, pouches, and other lightweight packaging solutions, ideal for snacks, cereals, and other food products. Their ability to handle various materials and package styles makes them popular in food industries. These machines support both single-serve and family-sized products, enhancing a product’s visual appeal and functionality in the competitive marketplace.

Inspection and Quality Control Machines
Inspection and quality control machines play a crucial role in maintaining product integrity. These machines detect leaks, mislabeling, and underfilled packages, especially important in the pharmaceutical and food industries. By ensuring every package meets strict standards, quality control equipment helps maintain a brand’s reputation and reduce costly recalls. Automated inspection solutions are a wise investment for businesses looking to streamline quality assurance processes.
Conclusion
Selecting the best machine depends on specific packaging needs, production volume, and business type. The right packaging machinery—from vacuum packaging machines to filling machines—improves efficiency, reduces costs, and ensures consistent product quality across industries.