
Let’s face it: food packaging might not seem thrilling, but it’s crucial. If you’ve ever opened a leaky jar or stale snack, you understand. For anyone in the food business, getting packaging right can mean the difference between success and disaster. Here’s why understanding food packaging machines really matters—and how they can save you headaches down the line.
A food packaging machine is like the unsung hero of the food industry, designed to keep our food fresh, safe, and ready for you, the consumer. These machines can fill, seal, vacuum-pack, and label, among other things, depending on what the food needs.
Ready for the inside scoop? Let’s break it down.

So, What Exactly is a Food Packaging Machine?
Alright, here’s the deal. A food packaging machine isn’t just some random gadget in a factory. It’s the workhorse behind how our food stays fresh and safe from the factory to your fridge. Whether it’s a simple labeling machine making sure you know what’s in your snack, or a heavy-duty vacuum packaging machine sucking out every last bit of air to keep your leftovers tasty, each machine has its job.
Think of these machines like the kitchen staff in a busy restaurant. You’ve got one person slicing veggies, another stirring the pot, and someone else wiping down counters. Each machine has a role, and without it, the whole line gets thrown off.
In food packaging, these roles include filling, sealing, labeling, and even capping those jars you can’t open. And believe me, each step counts because if any part goes wrong, it’s a mess—not just for you, but for your customer too.
Types of Food Packaging Machines (Because, Yes, There are Many)
Ever walked into a coffee shop and found yourself overwhelmed by the number of options? Well, food packaging machines are kind of like that. You’ve got your filling machine for liquids, label printers for branding, sealing machines, vacuum packers, and each does something unique. Let’s break it down.
- Filling Machines: These guys are precision pros. They handle everything from a trickle of juice to a full scoop of protein powder. Think of them like the chef who carefully measures each ingredient.
- Sealing Machines: Nobody wants soggy chips or leaking sauces. Sealing machines lock in freshness and prevent contamination. It’s like when you double-knot a grocery bag because you don’t trust it won’t spill in the car.
- Vacuum Packaging Machines: Imagine squeezing all the air out of your sandwich bag—only these machines are a thousand times better at it. Perfect for meats, cheeses, or anything perishable.
- Labeling Machines: Sometimes, these are your first introduction to the product. Labels tell you what’s inside, where it’s from, and if it’s gluten-free or vegan. It’s a big deal in today’s label-conscious world.
Each of these machines, from the precise fillers to the last-stage labelers, plays a role in making food packaging more reliable, and ultimately, keeping the product at its best until it reaches your plate.

Why Does It Matter How We Classify These Machines?
Now, I know, “classification” sounds like the kind of word that puts people to sleep. But bear with me. When it comes to food packaging, knowing the categories—primary, secondary, and tertiary packaging—actually helps us understand why food stays fresh on the shelf and in the fridge.
- Primary Packaging: This is the closest layer, like the plastic wrap around a cheese block or the bottle holding your olive oil. It’s what touches the food directly.
- Secondary Packaging: This bundles up the primary packages for transport or display, like the six-pack around yogurt cups.
- Tertiary Packaging: Imagine pallets stacked in a warehouse. This is the bulk-level stuff for large shipments.
Each level is important because, without them, products wouldn’t just look less appealing; they’d be less safe. When machines automate this whole process, food stays protected at each stage, from factory to shelf to your pantry.
The Principles Behind Good Food Packaging
Ever thought about what goes into making sure your food stays fresh and doesn’t end up a soggy mess? A lot of it has to do with a few key principles of food packaging, and it’s more science than you’d think.
- Hygiene and Safety: Picture a filling machine working with powdered ingredients. If it isn’t clean, your product gets contaminated, and that’s a health hazard.
- Protection: We’re talking airtight seals, UV-blocking materials, and anything else that keeps out the “bad stuff” like air, light, or even bugs.
- Compliance with Regulations: Food packaging machines must meet health standards and safety guidelines. It’s like the “don’t skip leg day” of food packaging—keeping everything on point because if anything falls short, it’s your reputation on the line.
These principles are why food packaging machines are more than just tools—they’re safeguards.
How Automation in Food Packaging Changes the Game
Alright, if you’ve ever watched an assembly line, you know it’s a mesmerizing dance of speed and precision. And food packaging machines take this to a new level with automation.
When you have automation, everything runs smoother, faster, and with fewer hiccups. Imagine a line where everything—from filling to labeling—is timed to the second. This doesn’t just save labor costs; it keeps the quality consistent, too. You don’t have to worry about one jar being too full and the next barely half-filled.
Plus, automation lets companies scale up without sacrificing quality. And who doesn’t want to keep customers happy while saving a little on labor? It’s like hitting the jackpot in business efficiency.

Vacuum Packaging Machines and Why They’re a Game Changer
Let me tell you, vacuum packaging is like magic. If you’ve ever put leftovers in a bag and sucked out the air yourself, you know it helps keep them fresh a little longer. But the vacuum packaging machines? These guys are doing that on a pro level.
Here’s How it Works:
They pull every bit of air out of the package so that the food inside is basically preserved in a mini vault. No air means no bacteria, mold, or oxidation—the three things that can ruin food fast. So next time you’re grabbing a pack of fresh-looking chicken, thank the vacuum packer working behind the scenes.
Why It Matters for Your Food
For consumers, it means fresher food that lasts longer. For businesses, it cuts down on food waste, saving money and resources. In a world where we’re all a bit more conscious of what we waste, vacuum packaging makes a real difference.
Capping and Labeling Machines: The Finishing Touches
Once the food’s safely inside its package, it’s time for the finishing touches. Ever had a bottle leak in your bag? Yeah, so have I. That’s where capping machines come in—they secure everything with a tight seal. And labeling machines? They’re like the product’s handshake, telling you what’s inside, where it’s from, and why it’s awesome.
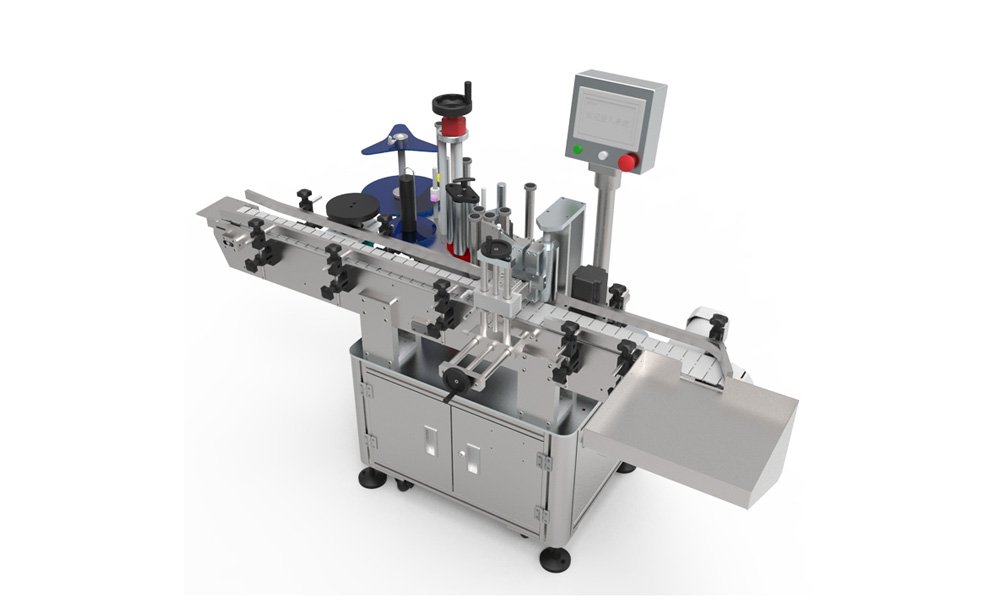
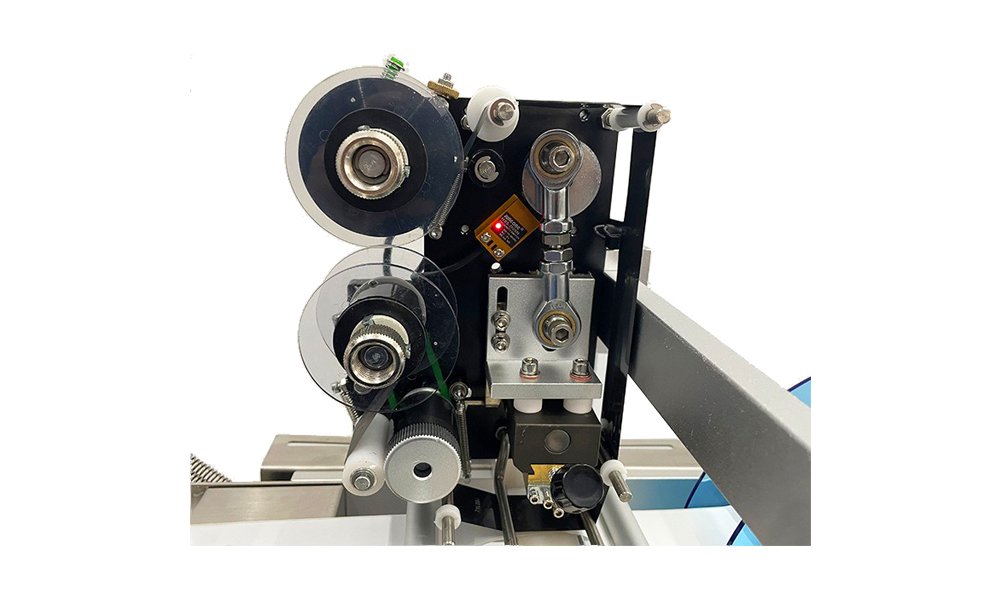
Labeling isn’t just about slapping a sticker on a package. It’s information, branding, and sometimes even art. The Bottle Labeling Machine can apply labels that are neat, clear, and in line with branding, so your product doesn’t just sit on a shelf—it stands out.

Regulations: The Not-So-Fun but Totally Necessary Part
I get it—talking about regulations might not be thrilling, but here’s why it matters. Imagine buying a food item and finding out later it wasn’t stored or packaged safely. Not exactly reassuring, right?
Food packaging machines have to follow strict rules to make sure they’re keeping our food safe. This involves regular inspections, standards for cleanliness, and quality checks at every stage of the packaging process. It might sound like a lot, but it’s what keeps us safe and gives food companies a solid reputation.
Why Every Food Business Needs Reliable Packaging Machines
In the end, food packaging machines aren’t just machines. They’re the backbone of a food business that wants to make sure every product is safe, fresh, and exactly how it should be by the time it reaches you. From maintaining freshness to building brand trust, the right packaging equipment can make or break the journey from factory to table.
So next time you reach for a bag of chips or a can of soup, remember that there’s a whole orchestra of packaging machines working behind the scenes to make that product perfect just for you.