
In today’s fast-paced industrial environment, companies face the constant pressure to improve efficiency and reduce errors. The demand for precise, reliable labeling solutions has never been greater. Neglecting the importance of proper labeling can lead to costly mistakes, including shipment errors and product recalls.
Selecting the right case labeling machine is crucial for ensuring accurate and efficient labeling processes. A well-chosen machine will meet your production needs, provide long-term reliability, and integrate seamlessly into your existing operations. It is essential to consider factors such as speed, accuracy, and compatibility with other systems when making your decision.
Choosing the wrong machine can result in inefficiencies, increased costs, and even damage to your brand’s reputation. Let’s dive into the key considerations for selecting the ideal case labeling machine.

Understanding the Role of Case Labeling Machines
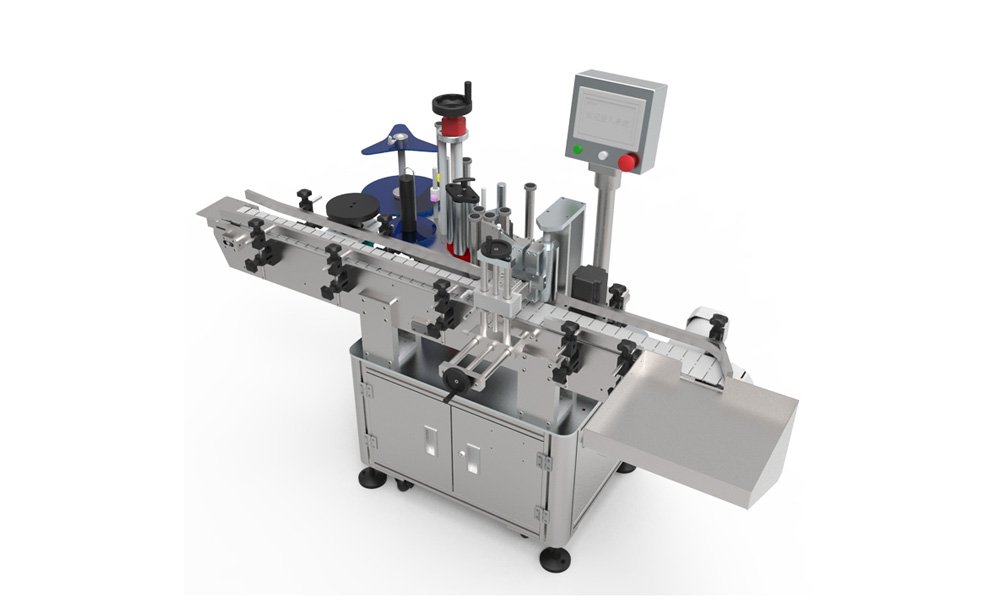
As a manufacturer with over 20 years of experience in the automation equipment industry, I’ve seen firsthand the critical role that case labeling machines play in the production process. These machines are designed to apply labels accurately and efficiently to the exterior of cases, ensuring that each product is correctly identified and traceable throughout the supply chain.
In my experience, a case labeling machine is not just about placing a label on a box. It’s about ensuring that the label is applied with precision, without wrinkles or misalignment, and that it adheres properly to the surface. This level of precision is vital, especially in industries like food and pharmaceuticals, where labeling errors can lead to serious consequences, including regulatory fines and loss of consumer trust.
Moreover, the integration of case labeling machines with other automation systems in your production line is crucial. The machine must be compatible with your existing equipment, such as case packers and conveyors, to ensure a smooth, uninterrupted flow of products. A well-integrated machine can significantly reduce downtime and increase overall production efficiency.
Key Features to Consider When Selecting a Case Labeling Machine
When advising clients on the selection of a case labeling machine, I always emphasize the importance of considering specific features that will impact the machine’s performance and suitability for their needs. One of the primary factors is speed. The machine must be capable of keeping up with your production demands, labeling cases quickly without sacrificing accuracy.
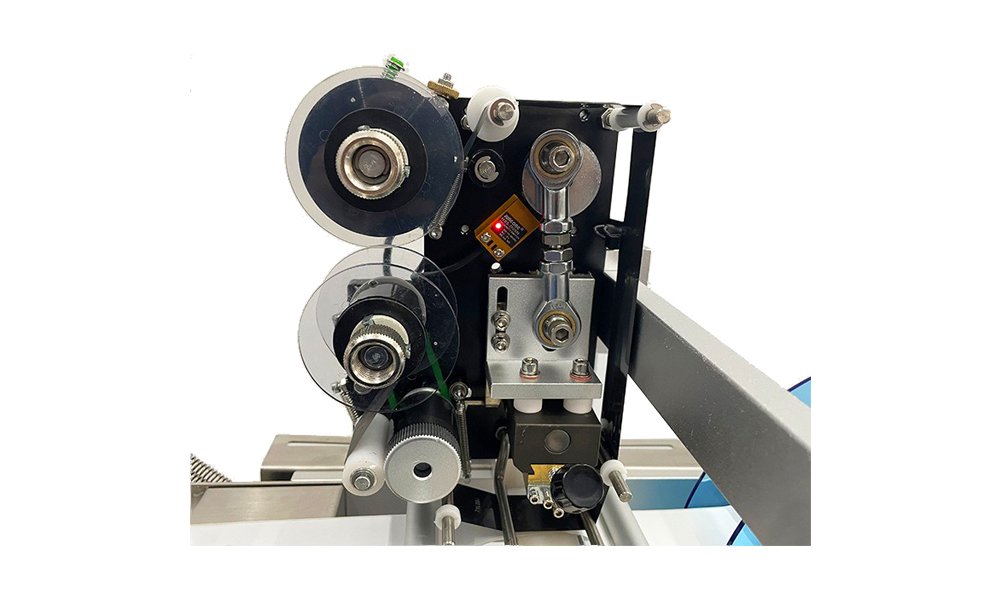
Another critical feature is the machine’s ability to handle different label sizes and materials. Flexibility in label application is essential, particularly for businesses that produce a wide range of products. The machine should be able to adjust to varying case sizes and apply labels consistently, regardless of the material or surface texture.
Additionally, ease of maintenance is an often-overlooked aspect. A machine that is easy to maintain will have less downtime and lower overall operating costs. In my factory, we design our machines with user-friendly interfaces and accessible components, making routine maintenance straightforward and minimizing the need for technical intervention.
Why Integration and Scalability Matter
For businesses planning long-term growth, the scalability of a case labeling machine is a vital consideration. As your production volumes increase, your labeling equipment must be able to scale with your operations. This might mean investing in a machine that can be upgraded or easily integrated with additional systems as your needs evolve.
From my perspective, a scalable machine is one that doesn’t just meet your current needs but can grow with your business. This is particularly important for companies in rapidly expanding industries, where demand can increase suddenly, and the ability to scale quickly can provide a significant competitive advantage.
Integration with other production systems is another key factor. The machine should be able to communicate with your warehouse management system (WMS), enterprise resource planning (ERP) software, and other automation tools to ensure seamless operation. This integration helps in reducing errors, improving traceability, and enhancing overall operational efficiency.
Conclusion
Selecting the right case labeling machine is a critical decision that impacts your entire production process. By focusing on key factors like speed, flexibility, maintenance, scalability, and integration, you can ensure that your investment will support your business’s growth and efficiency for years to come.