
Inefficient liquid packaging can lead to spills, contamination, and higher costs. Bad packaging machines result in wasted product and lower production, which hurts profits.
A liquid sachet packaging machine fills sachets with liquid, then seals them using heat or pressure. The process is automated, ensuring accurate filling and secure sealing. It helps improve production efficiency and maintain product quality.

How a Liquid Sachet Packaging Machine Works?
A liquid sachet packaging machine works by automatically filling sachets with liquid and then sealing them. The process involves filling, sealing, and cutting sachets in a continuous cycle, ensuring uniformity, minimizing waste, and optimizing production.
Discover how the components and processes of the machine improve efficiency and quality.
Filling Mechanism
The heart of a liquid sachet packaging machine is its filling system. This can either be volumetric or gravimetric, depending on the type of liquid being packaged. Volumetric filling ensures precise amounts of liquid are dispensed into each sachet, while gravimetric filling uses weight-based measurement. These systems are highly adaptable, handling liquids from thin beverages to viscous sauces.
The machine ensures consistent filling levels, helping manufacturers avoid issues like overfilling or underfilling, which can lead to product wastage or customer dissatisfaction.
Forming of Sachets
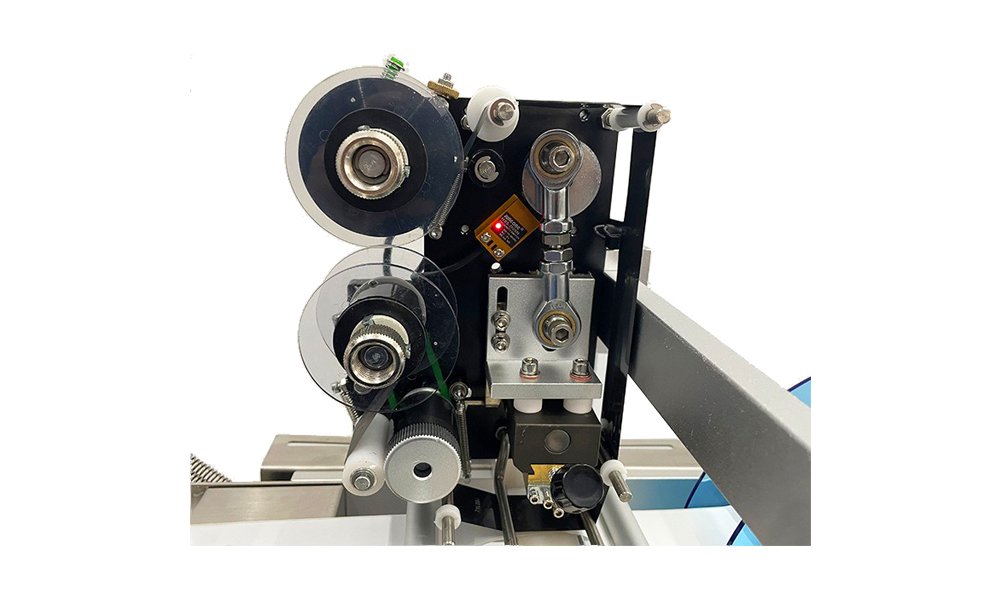
In machines that utilize the Form-Fill-Seal (FFS) method, sachets are formed from a continuous roll of film. The film is unwound and shaped into sachets by passing through a series of forming plates. Pre-formed sachet machines skip this stage, focusing only on filling and sealing. This flexibility allows manufacturers to choose the best packaging approach for their production needs.
Once the sachet is formed, it moves along the system where the filling nozzle dispenses the liquid into each sachet before sealing.
Sealing Mechanism
After filling, the sachets need to be securely sealed to prevent leaks or contamination. The machine applies heat and pressure to seal the sachets. Some machines use ultrasonic sealing for added precision, especially with difficult materials or products. The sealing system ensures that the liquid stays inside the sachet, maintaining hygiene and product safety.
The machine can adjust its sealing parameters, such as heat and pressure levels, based on the thickness and type of sachet material, ensuring a strong seal every time.
Cutting and Discharge
Once the sachets are filled and sealed, the next step is cutting them into individual units. The machine cuts the sachets from the film using sharp blades or rotary cutters. After cutting, the sachets are automatically discharged onto a conveyor belt or collection bin. This process can be set to handle multiple sachets per cycle, increasing production output.
This cutting and discharge process is essential for smooth downstream operations such as secondary packaging or inspection.
Types of Liquids Supported
Liquid sachet packaging machines are versatile and can handle a wide range of liquids. From water and beverages to oils, lotions, and even thick sauces, the machine is designed to accommodate different consistencies. Manufacturers can use the same machine to package multiple liquid types, which increases the machine’s usability across various industries.
Whether in the food, cosmetics, or pharmaceutical industries, this flexibility helps companies optimize their packaging lines.
Automation and Control Systems
One of the main advantages of modern liquid sachet packaging machines is their automation capabilities. These machines are equipped with programmable logic controllers (PLC), allowing operators to easily adjust settings such as fill volumes, seal times, and machine speed. The control systems also reduce the need for manual intervention, making the machine more efficient and reducing human error.
The automation also helps maintain product consistency and enhances overall production line efficiency.
Hygiene and Safety Features
In industries where cleanliness is paramount, such as food or pharmaceuticals, liquid sachet packaging machines offer advanced hygiene features. The machine is typically made of stainless steel and designed for easy cleaning. Some models come with sterilization options to ensure that the packaging process meets strict regulatory standards.
Safety features like emergency stop buttons and protective guards further enhance the machine’s suitability for high-volume liquid packaging environments.
Efficiency and Speed
Liquid sachet packaging machines are built for high-speed production environments. These machines can produce hundreds to thousands of sachets per hour, depending on the size and complexity of the product being packaged. With the ability to operate continuously for extended periods, they ensure that production keeps pace with demand.
The fast production rate, combined with automation, allows manufacturers to reduce downtime and increase output, resulting in cost savings.
Customization Options
Manufacturers can customize liquid sachet packaging machines to meet specific production needs. Customization options include varying sachet sizes, adjustable filling capacities, and integration with other systems such as labeling or coding. The ability to tailor the machine to different product types and business needs adds flexibility and enhances productivity.
This customization makes the machine suitable for businesses of all sizes, from small-batch producers to large-scale manufacturers.
Maintenance and Troubleshooting
Proper maintenance is key to ensuring long-term performance. Liquid sachet packaging machines come with built-in diagnostic tools to help operators identify and troubleshoot issues quickly. Regular maintenance tasks include checking the filling nozzles, sealing elements, and film rollers for wear and tear.
By performing routine checks, operators can avoid unplanned downtime and keep the machine running efficiently.
Conclusion
Liquid sachet packaging machines offer a highly efficient and precise solution for liquid packaging. From automated filling to secure sealing and cutting, they ensure production efficiency, hygiene, and product quality.
You may be interested in: